 en
en  Español
Español














What is industrial racking?
Industrial racking is a category of heavy-duty, engineered steel storage structures designed to organize, support, and provide systematic access to goods, materials, and components within warehouses, distribution centers, manufacturing facilities, and retail stockrooms. It is the foundational storage infrastructure of the modern supply chain, enabling facilities to use vertical building height efficiently, organize inventory by type and location, and allow mechanical handling equipment — forklifts, reach trucks, pallet jacks — to access stored loads reliably and safely.
Unlike domestic shelving or light-duty storage, industrial racking is engineered to carry substantial loads — typically from several hundred kilograms to several tonnes per storage position — and is manufactured from structural steel profiles that are calculated, tested, and certified to meet national and international load standards. A correctly specified and installed industrial racking system can increase usable storage capacity by 200% to 400% compared to floor-level stacking in the same footprint, making it one of the highest-return infrastructure investments available to any logistics or manufacturing operation.
Industrial racking encompasses a wide family of system types — from standard selective pallet racking and cantilever racking to automated high-bay solutions and dynamic flow systems — each engineered for a specific combination of load type, storage density requirement, throughput demand, and handling equipment.
Content
- 1 How Industrial Racking Differs from Standard Shelving
- 2 Core Structural Components of Industrial Racking
- 3 Main Types of Industrial Racking Systems
- 4 Industrial Racking System Comparison
- 5 Industries and Applications of Industrial Racking
- 6 Key Factors in Industrial Racking Specification
- 7 Industrial Racking Load Capacity and Safety Standards
- 8 Industrial Racking Inspection and Maintenance
- 9 The Impact of Industrial Racking on Warehouse Efficiency
- 10 Industrial Racking Installation: A Structured Process
- 11 Choosing the Right Industrial Racking System: Decision Framework
- 12 About Bingo: Industrial Racking and Warehousing Solutions
How Industrial Racking Differs from Standard Shelving
The distinction between industrial racking and standard commercial or domestic shelving is significant and goes beyond scale. Industrial racking is designed as a structural system — not a furniture product — and its specification, installation, and use are governed by formal engineering standards.
- Load capacity: Industrial racking beam levels typically carry 500 kg to 5,000 kg or more per level. Standard office or retail shelving is rated for 50 to 200 kg per shelf — an order of magnitude less.
- Height: Industrial racking routinely extends to 6, 10, or even 40+ meters in automated high-bay warehouses. Standard shelving rarely exceeds 2.5 meters.
- Handling equipment integration: Industrial racking is sized and spaced to accommodate forklift trucks, reach trucks, order pickers, and automated stacker cranes. Standard shelving is accessed manually.
- Engineering and certification: Industrial racking systems are subject to structural engineering calculations, load testing, and certification under standards such as EN 15512, FEM 10.2.02, RMI, or AS 4084. They require formal installation by qualified personnel, floor anchor engineering, and mandatory load signage.
- Safety regulation: Industrial racking installations are subject to workplace health and safety legislation, mandatory periodic inspection requirements, and specific damage assessment and reporting protocols that do not apply to standard shelving.
Core Structural Components of Industrial Racking
All industrial racking systems — regardless of type — share a set of fundamental structural elements. Understanding these components clarifies how the system carries load, how it is assembled, and where damage or failure risks are concentrated.
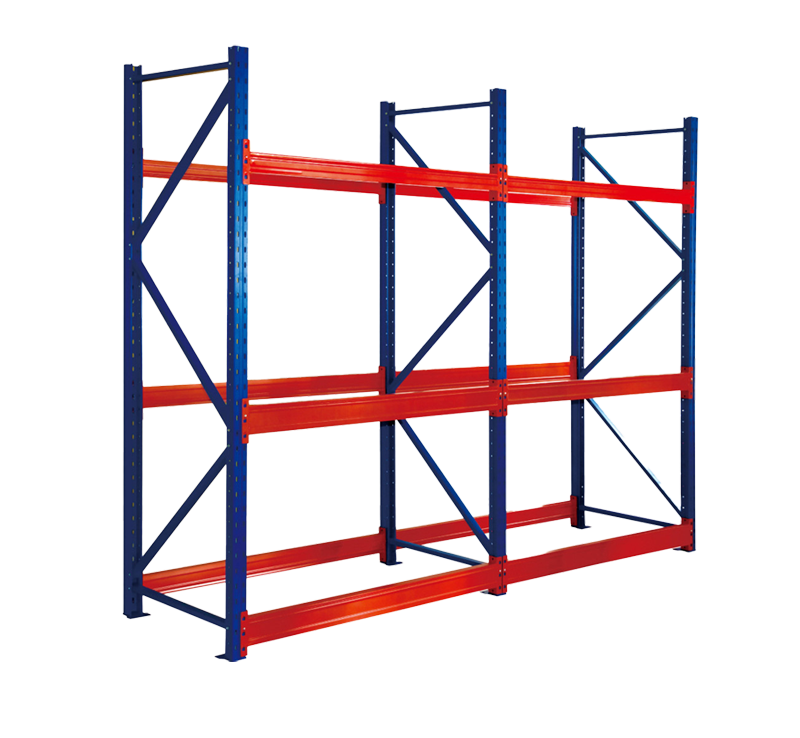
Upright Frames
Upright frames are the vertical load-bearing columns of the racking structure. Each frame panel consists of two upright columns interconnected by horizontal and diagonal bracing members, forming a rigid ladder-like structure. Frame heights range from 2 meters for low-level picking systems to 12 meters or more for high-bay selective racking. The cross-section profile and steel gauge of the upright column determines the system's load capacity — heavier-section uprights carry more axial load and resist greater eccentric forces from forklift impact.
Load Beams
Load beams are horizontal members that span between pairs of upright frames, forming the shelves on which pallets or goods rest. They connect to upright columns via a clip or hook connector system that allows height adjustment in increments — typically 50 mm or 75 mm — without tools, enabling the racking to be reconfigured as product dimensions change. Beam length and section depth are engineered to the span and load: longer beams carrying heavier loads require deeper sections to limit deflection under load.
Base Plates and Floor Anchors
Each upright frame is fitted with a steel base plate that distributes the concentrated column load into the warehouse floor slab. Base plates are fixed to the floor with mechanical or chemical anchors, specified by a structural engineer based on the racking loads, anchor type, and concrete slab characteristics. Floor anchoring is a non-negotiable safety requirement under all major industrial racking standards — unanchored racking is a serious collapse risk, particularly under forklift impact or seismic conditions.
Row Spacers and Bracing Ties
Row spacers are horizontal members connecting back-to-back racking rows, maintaining consistent aisle spacing and providing lateral stability to the overall racking structure. Plan bracing (horizontal ties at beam level) and top-tier bracing further stiffen the racking installation against lateral forces. These components are particularly important in tall racking systems and in regions subject to seismic activity.
Safety and Protective Accessories
A complete industrial racking installation includes a range of protective and safety accessories: column guards and end-of-aisle protectors absorb forklift impacts before they reach the racking steel; beam safety pins prevent beams from being dislodged by upward forklift contact; wire mesh decks or pallet support bars provide a safe load surface for non-standard pallets or loose goods; and mandatory load notices on every bay inform operators of the maximum permitted load per level and per bay.
Main Types of Industrial Racking Systems
Industrial racking is not a single product but a broad family of engineered systems, each optimized for a different balance of storage density, product accessibility, throughput speed, and handling equipment type. Selecting the correct system type is one of the most consequential decisions in warehouse design.
Selective Pallet Racking
Selective pallet racking is the most widely used form of industrial racking globally. It stores pallets in single-deep positions directly accessible from the aisle, providing 100% selectivity — any pallet can be retrieved at any time without moving another. Its simplicity, flexibility, and compatibility with standard counterbalance and reach forklifts make it the default choice for general warehousing with a wide variety of SKUs. Beam heights are adjustable, allowing the system to be reconfigured as product lines change over time.
Drive-In and Drive-Through Racking
Drive-in racking allows forklifts to enter the racking structure directly, placing pallets on continuous rail guides running the depth of the lane. Lane depths of 5 to 10 or more pallets are common, making this the highest-density static racking system available. Drive-in racking operates on a last-in-first-out (LIFO) basis. Drive-through racking provides access from both ends of each lane, enabling first-in-first-out (FIFO) rotation. Both types are widely used in cold storage facilities and bulk goods warehouses.
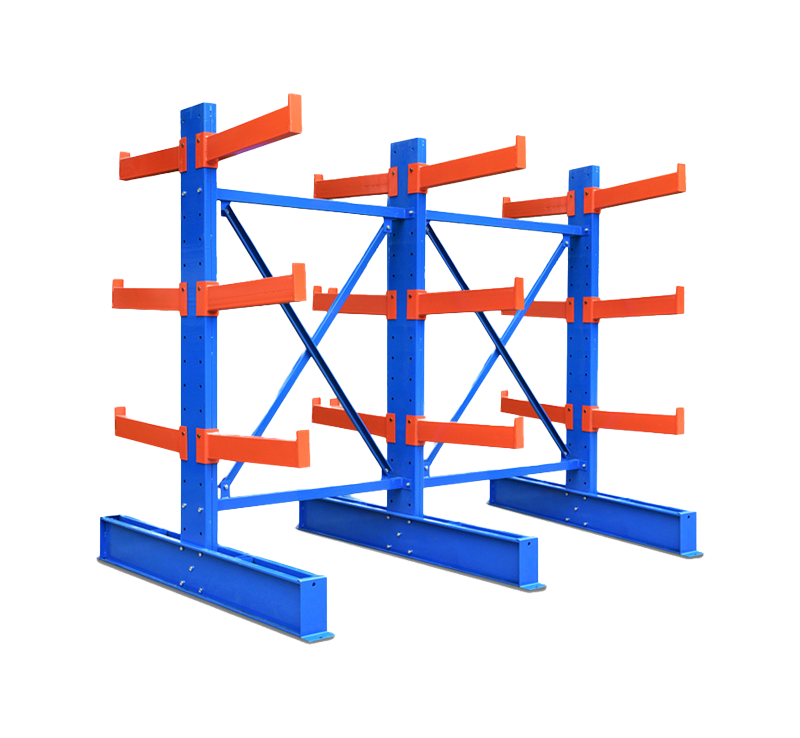
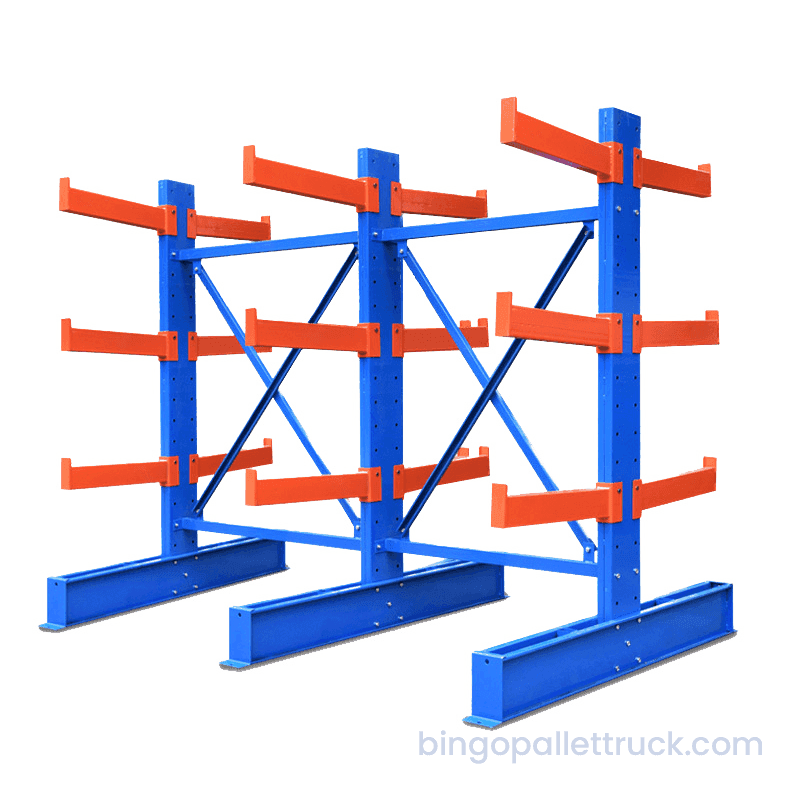
Cantilever Racking
Cantilever racking uses horizontal arms projecting from a central vertical column, with no front vertical obstruction — making it the ideal system for storing long, irregular, or oversized items that cannot be accommodated in conventional closed bays. Timber, steel bar, pipes, sheet materials, furniture, and automotive components are all typical cantilever racking loads. Arms are adjustable in height and can be configured for light, medium, or heavy-duty loads depending on section size and column spacing.
Pallet Flow Racking
Pallet flow racking uses inclined roller or wheel lanes within deep storage lanes so that pallets flow by gravity from a loading aisle at the rear to a retrieval face at the front. True FIFO rotation is achieved automatically, making this system the preferred choice for perishable goods, pharmaceuticals, beverages, and any product with strict date-code rotation requirements. Lane depths of 10 to 20 pallet positions deliver very high storage density combined with guaranteed stock rotation.
Push-Back Racking
Push-back racking uses nested carts on inclined rails within each storage lane, typically accommodating 2 to 5 pallets deep. Loading a new pallet pushes the existing pallets back; when the front pallet is removed, the remaining pallets roll forward under gravity. This system uses standard reach trucks, offers better density than single-deep selective racking, and is well suited to operations with multiple pallets of the same SKU that do not require FIFO rotation.
Mezzanine Racking and Multi-Tier Shelving
Mezzanine racking structures create additional floor levels within a warehouse building, effectively doubling or tripling the usable floor area without structural building work. Multi-tier shelving systems use walkways and staircases to provide access to multiple levels of manual picking shelves, supporting high-density small-parts storage in facilities where floor area is limited and a large number of individual SKUs must be stored accessibly.
Mobile Racking
Mobile racking mounts standard selective racking bays on motorized bases running on floor-embedded rails. The entire racking installation compacts into a single block, with only one aisle open at any time. This eliminates all redundant aisles from the floor plan, increasing pallet storage capacity by up to 80% compared to static selective racking in the same area. Mobile racking is especially valuable in temperature-controlled environments such as cold stores and pharmaceutical vaults, where refrigerating unused aisle space is a major ongoing cost.
Automated Storage and Retrieval Systems (AS/RS)
At the highest level of industrial racking technology, automated storage and retrieval systems integrate racking structures with robotic stacker cranes, shuttle carts, or goods-to-person systems controlled by a warehouse management system (WMS). High-bay AS/RS racking structures can reach 30 to 45 meters in height, with stacker cranes achieving cycle times of 60 to 120 pallet movements per hour per aisle. These systems deliver maximum storage density, minimal labor dependency, and very high throughput accuracy.
Industrial Racking System Comparison
The table below provides a structured comparison of the main industrial racking system types across the key selection criteria used in warehouse design.
| System Type | Storage Density | Selectivity | Stock Rotation | Typical Load Type | Best Application |
|---|---|---|---|---|---|
| Selective Pallet | Moderate | 100% | FIFO / LIFO | Standard pallets | High SKU count, general warehousing |
| Drive-In | Very High | Low | LIFO | Standard pallets | Bulk homogeneous goods, cold stores |
| Cantilever | Moderate | High | FIFO / LIFO | Long / irregular items | Timber, pipes, steel, furniture |
| Pallet Flow | Very High | Low | FIFO (automatic) | Standard pallets | Perishables, pharma, date-critical goods |
| Push-Back | High | Moderate | LIFO | Standard pallets | Medium SKU, multiple pallets per SKU |
| Mobile | Maximum | 100% | FIFO / LIFO | Standard pallets | Cold stores, archives, high-value goods |
| AS/RS High-Bay | Maximum | 100% | FIFO (automated) | Standard pallets / unit loads | High-volume automated distribution |
Industries and Applications of Industrial Racking
Industrial racking underpins virtually every sector of the modern economy that involves the physical storage and movement of goods. Its versatility across different system types, load capacities, and configurations makes it applicable from small regional distribution points to the world's largest automated fulfillment centers.
Retail and E-Commerce Distribution
Retail distribution centers and e-commerce fulfillment warehouses operate with thousands of active SKUs and must support rapid replenishment cycles alongside high-speed individual order picking. Selective racking — often combined with multi-tier picking shelving and automated goods-to-person systems — provides the accessibility and flexibility these operations require. The growth of same-day and next-day delivery has made dense, well-organized racking infrastructure a direct competitive asset in retail logistics.
Food and Beverage
Ambient, chilled, and frozen food and beverage warehouses are among the most demanding environments for industrial racking. Temperature-controlled space is expensive to build and operate, making high storage density — achieved through drive-in, flow, or mobile racking — economically critical. Strict FIFO stock rotation requirements for perishable goods are met automatically by pallet flow systems. Racking materials and coatings must comply with food safety standards and resist the corrosive effects of cleaning chemicals and high humidity.
Pharmaceutical and Healthcare
Pharmaceutical warehousing demands the highest standards of inventory traceability, temperature control, and stock rotation. Industrial racking must support GDP (Good Distribution Practice) compliance — with clearly defined storage zones, batch segregation, and documented picking accuracy. Pallet flow racking for temperature-controlled lines and selective racking for ambient products are both widely used. Mobile racking is increasingly specified for high-value or controlled-substance storage where both space efficiency and access security are priorities.
Automotive and Manufacturing
Component stores, production line supermarkets, and finished goods warehouses in automotive and general manufacturing rely on industrial racking to hold a complex mix of components — ranging from small fasteners on multi-tier shelving to large sub-assemblies on heavy-duty pallet racking or cantilever systems. Just-in-time (JIT) delivery to production lines requires immediate, reliable access to every part, making 100% selectivity a critical requirement in these environments.
Construction, Timber, and Building Materials
Builders' merchants, timber yards, and construction material distributors handle some of the most challenging load profiles in warehousing — long, heavy, and irregularly shaped items such as structural steel, roofing sheets, plasterboard, and timber. Cantilever racking is the primary solution for long-format goods, while heavy-duty pallet racking handles palletized bagged materials, bricks, and blocks. Many facilities combine both system types in a single integrated storage environment.
Third-Party Logistics (3PL)
Contract logistics providers must serve multiple clients with varying product profiles from a single shared facility. Selective racking is almost universally used in 3PL warehouses because its adjustable beam heights, compatible handling equipment, and direct pallet accessibility make it the most flexible system for accommodating changing client requirements without significant racking modification or reinvestment.
Key Factors in Industrial Racking Specification
Specifying an industrial racking system correctly requires a structured analysis of the storage environment, the characteristics of the goods to be stored, and the operational processes the system must support. Errors in specification — undersizing load capacity, selecting the wrong system type, or failing to account for handling equipment clearances — are costly to correct after installation.
Load Weight and Dimensions
The weight and dimensions of the maximum design load per pallet position determine the required beam section depth and length, the upright column section, and the maximum number of beam levels per frame. Typical industrial pallet loads range from 500 kg to 1,500 kg, with heavy-duty systems designed for loads exceeding 3,000 kg per pallet position. The plan dimensions of the loaded pallet determine the minimum beam length and frame depth, while the loaded height determines the minimum beam level pitch (vertical spacing between beam levels).
Building Clear Height and Floor Slab
The available clear height to the underside of the lowest building obstruction — roof beam, purlin, sprinkler pipework, or lighting — determines the maximum racking height. A minimum clearance of 500 mm to 1,000 mm between the top loaded pallet and the building structure is required for fire safety and operational reasons. The warehouse floor slab must be structurally assessed to confirm it can carry the concentrated point loads from racking base plates under full load conditions without cracking or settlement.
Handling Equipment and Aisle Width
The type of handling equipment used to load and retrieve from the racking directly determines the required aisle width — and therefore the proportion of the warehouse floor occupied by aisles versus storage. Standard counterbalance forklifts require working aisles of 3,500 mm to 4,000 mm. Reach trucks operate in 2,700 mm to 3,200 mm aisles. Narrow-aisle (NA) guided trucks work in aisles as narrow as 2,100 mm to 2,500 mm, and very-narrow-aisle (VNA) guided turret trucks in aisles of just 1,600 mm to 1,800 mm — significantly increasing the ratio of storage space to circulation space.
Fire Safety Compliance
Industrial racking installations must comply with fire safety regulations, which commonly require flue spaces between back-to-back racking rows to allow heat and gases to rise to roof-level detectors, in-rack sprinkler systems at intermediate levels for racking above defined heights, and storage layout configurations that do not impede the effectiveness of overhead sprinkler coverage. The fire hazard classification of stored goods — standard combustible, high-piled combustible, flammable liquids — determines the specific requirements applicable to each installation.
Industrial Racking Load Capacity and Safety Standards
The structural safety of an industrial racking installation depends entirely on the system being correctly specified, properly installed, and operated within its rated capacity at all times. Load capacity is defined at three levels within any racking system, and all three limits must be respected simultaneously.
- Unit load capacity (UDL per pallet position): The maximum weight of a single pallet and its contents that may be placed on one beam pair. This value is driven by the beam section strength and the upright frame's ability to carry the resulting axial and bending loads.
- Beam level capacity: The total load permitted across all pallet positions on a single pair of beams simultaneously. This is not simply a multiple of the unit load — the distribution of load across the beam span affects bending stress in the beam section.
- Bay capacity: The total load permitted across all beam levels within a single racking bay, limited by the axial load-carrying capacity of the upright columns and the overall stability of the frame under combined loading.
Major international standards governing industrial racking include EN 15512 and EN 15620 (Europe), FEM 10.2.02 (European Materials Handling Federation), RMI ANSI MH16.1 (North America), and AS 4084 (Australia and New Zealand). Every installed racking bay must display a mandatory load notice showing the permitted unit load, beam level capacity, and bay capacity — visible to all operators using the system.
Industrial Racking Inspection and Maintenance
Industrial racking is a structural system subject to ongoing stress from load cycles and the unavoidable minor impacts of daily forklift operation. A disciplined inspection and maintenance program is essential to maintain structural integrity, regulatory compliance, and a safe working environment.
Inspection Levels and Frequency
- Daily operative checks: All warehouse operatives should be trained to identify and immediately report visible racking damage — bent uprights, dislodged or cracked beams, missing safety pins, displaced column guards, or overloaded bays — as part of their daily working practice.
- Weekly documented inspections: A designated and trained in-house rack inspector should conduct a systematic inspection of all racking bays on at least a weekly basis, recording findings using a standardized damage classification system. Red-tagged (unsafe) bays must be unloaded and taken out of service immediately pending repair.
- Annual expert inspection: An independent, qualified racking inspector should conduct a comprehensive audit of the entire installation at least once per year, providing a formal written report with remedial action recommendations. This annual inspection is a requirement under most national racking safety regulations.
Upright Column Damage Limits
Forklift impact at ground level is the most common form of racking damage. Most major standards specify that an upright column with a deformation (bow, bend, or dent) exceeding 3 mm measured over a 300 mm gauge length must be removed from service and replaced before the bay is returned to use. Cumulative minor damage that does not individually reach this threshold can also compromise column integrity over time, highlighting the importance of regular professional inspection rather than reliance on daily visual checks alone.
Damage Color-Code Classification
The SEMA (Storage Equipment Manufacturers Association) damage traffic light system — widely adopted internationally — classifies racking damage as Green (no action required), Amber (monitor and schedule repair within a defined period), or Red (remove from service immediately). This system provides a clear, consistent language for communicating racking condition between operatives, safety managers, and inspection engineers, regardless of their technical background.
The Impact of Industrial Racking on Warehouse Efficiency
The strategic value of industrial racking extends far beyond simply providing somewhere to put goods. A well-designed racking installation directly improves warehouse throughput speed, inventory accuracy, labor productivity, and operational cost — all of which translate into measurable competitive advantage.
Storage Density and Space Utilization
A warehouse using only floor-level block stacking at 2 pallets high achieves approximately 0.8 pallet positions per square meter of floor area. Installing 6-meter selective racking with reach truck aisles increases this to 2.5 to 3.5 pallet positions per square meter — more than tripling effective storage capacity in the same building footprint. High-bay automated systems with 30-meter racking structures can push density beyond 8 to 10 pallet positions per square meter.
Inventory Accuracy and Traceability
Systematic racking with defined location addresses — bay, level, and position — provides the physical infrastructure for location-based warehouse management systems (WMS). Every pallet is assigned a specific, known racking location, enabling real-time stock visibility, rapid putaway and retrieval, and accurate cycle counting without the need to search the warehouse. WMS-managed racking installations routinely achieve inventory accuracy rates above 99.5%, compared to 90 to 95% accuracy in unstructured floor-stack environments.
Labor Productivity
Organized racking with clear location labeling and optimized product slotting (placing fast-moving goods in the most accessible locations) reduces the travel time per pick or replenishment task — directly increasing the number of tasks a warehouse operative can complete per shift. In high-throughput operations, racking layout optimization alone can improve pick productivity by 15 to 30% without any change in staffing or technology investment.
Industrial Racking Installation: A Structured Process
Installing industrial racking is a formal construction process, not a self-assembly task. It requires qualified personnel, engineering oversight, and post-installation verification before any load is placed on the system.
- Site survey: Measure the available floor footprint, confirm clear heights to obstructions, identify column and drain positions, and commission a structural engineering assessment of the floor slab load capacity.
- System design and layout: Develop a scaled installation drawing showing racking rows, aisle widths, emergency exit routes, fire safety flue spaces, and handling equipment turning clearances. Confirm all beam and upright specifications against the load requirements.
- Component delivery and organization: Deliver and organize upright frames, beams, base plates, anchors, and accessories by bay for efficient installation sequencing.
- Frame erection and alignment: Erect upright frames in accordance with the layout drawing, check plumb and level, and shim base plates as required to accommodate minor floor level variations.
- Floor anchoring: Drill and install floor anchors to the specified type, embedment depth, and torque values confirmed by the engineer. Do not substitute anchor specifications or omit anchors from any base plate.
- Beam installation: Fit beams at the correct heights per the design drawing, confirming all beam safety pins are fully engaged at each connection point before proceeding to the next bay.
- Accessories and load notices: Install column guards, row spacers, end-of-aisle protectors, wire decks, or other specified accessories. Fix mandatory load notices to each bay before commissioning.
- Pre-commissioning inspection: Conduct a formal inspection of the completed installation against the design drawings, confirm all anchors are installed and torqued, all safety pins are in place, and all load notices are posted before any pallets are placed on the system.
Choosing the Right Industrial Racking System: Decision Framework
Selecting the most appropriate industrial racking system for a given operation requires a structured evaluation of several interconnected factors. The following framework guides the decision process from initial requirements through to system type selection.
- How many SKUs need to be stored? High SKU counts (thousands of product lines) require high selectivity — pointing toward selective racking or mezzanine shelving. Low SKU counts with high volumes per SKU favor high-density systems like drive-in or flow racking.
- Is FIFO stock rotation required? For perishable goods, date-coded products, or any inventory where oldest stock must be consumed first, pallet flow racking or drive-through racking provides automatic FIFO rotation. Drive-in and push-back systems are LIFO only.
- What handling equipment is available or planned? The choice of forklift type determines the aisle width, which directly impacts storage density and racking layout. Confirm equipment compatibility before finalizing racking type.
- What is the load profile? Standard palletized goods suit conventional pallet racking. Long or irregular items require cantilever racking. Very heavy loads require heavy-duty upright and beam sections. Mixed load profiles may require multiple racking types within the same facility.
- What is the throughput requirement? High-throughput operations prioritize accessibility and fast cycle times over density. Lower-throughput storage-intensive operations can accept reduced selectivity in exchange for maximum density.
- What is the available building height? Taller buildings unlock the potential of high-bay racking and AS/RS systems, which deliver their greatest value when building clear height exceeds 10 meters. Lower buildings are best served by conventional selective or drive-in systems.
About Bingo: Industrial Racking and Warehousing Solutions
Bingo is an enterprise specializing in the production, sales, and service of warehousing and logistics equipment. Focusing on the equipment needs of various warehousing and logistics scenarios, Bingo provides global customers with one-stop, integrated solutions for material storage and handling — from initial industrial racking system design and engineering through to full installation, commissioning, and ongoing after-sales support.
Whether the requirement is a straightforward selective pallet racking installation, a high-density drive-in cold storage system, a cantilever racking solution for long-format goods, or a fully integrated automated warehousing system, Bingo's team of warehousing specialists delivers technically sound, operationally matched solutions tailored to each client's specific storage challenges, building constraints, handling equipment, and long-term growth plans. Bingo's commitment to one-stop service means clients receive consistent expert support from concept through to commissioning and beyond.






Copyright @ Yancheng Bingo Machinery Equipment Co., Ltd. All rights reserved Warehouse Logistics Equipment Manufacturer Pallet Truck Supplier
