Bingo is an enterprise specializing in the production, sales, and service of warehousing and logistics equipment. Focusing on the equipment needs of various warehousing and logistics scenarios, we provide global customers with one-stop, integrated solutions for material storage and handling.
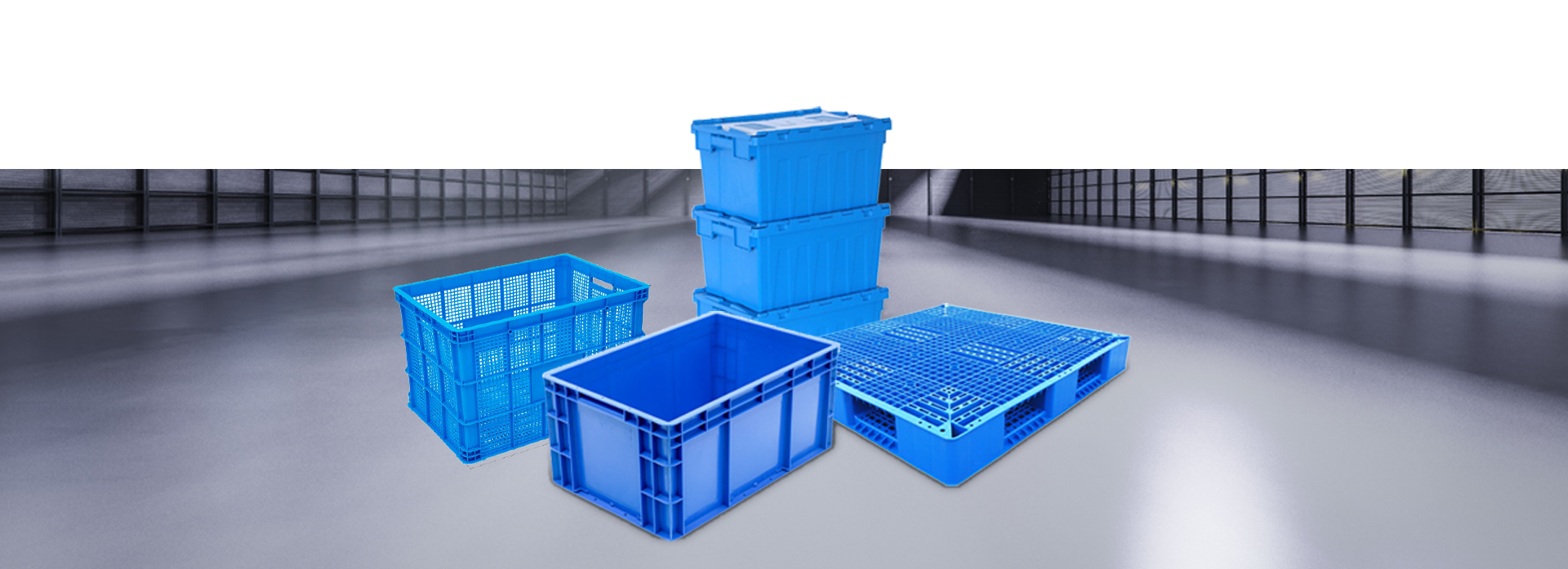
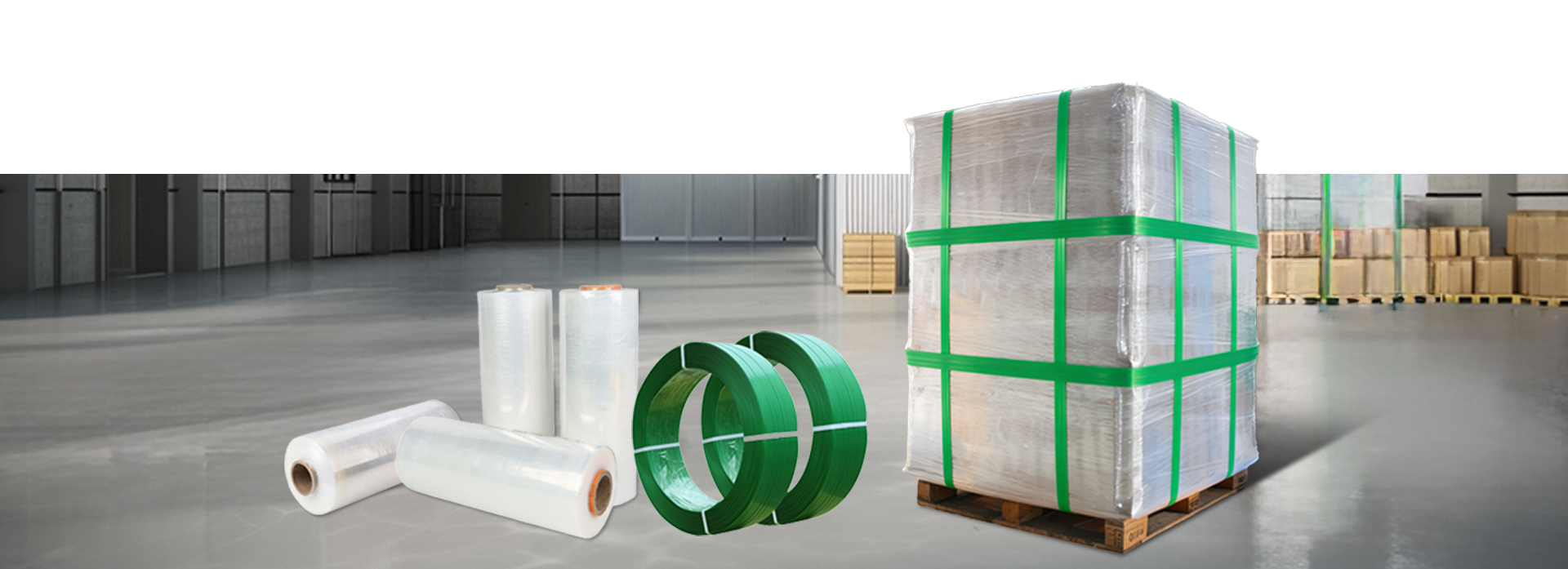
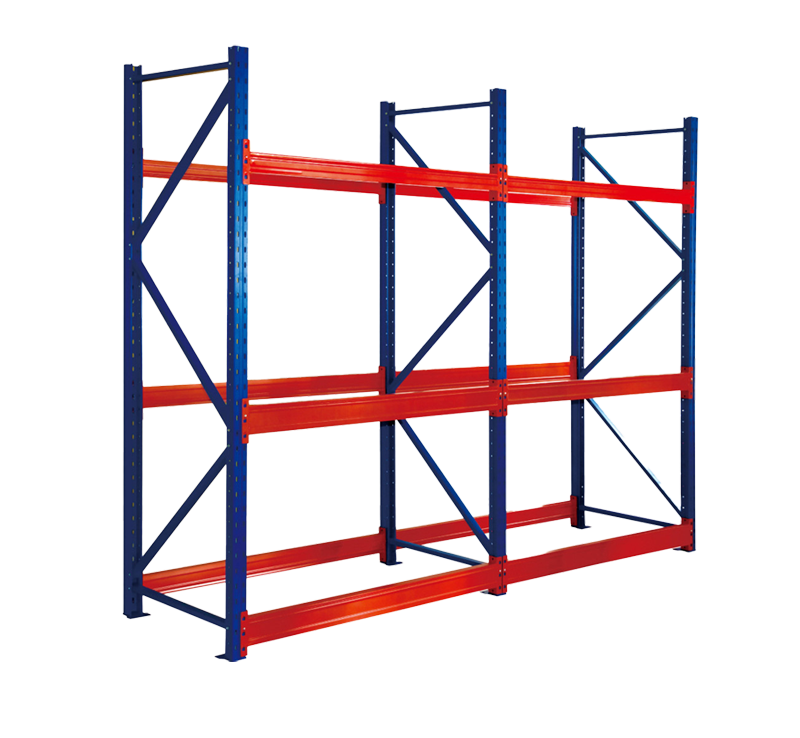
Bingo is a China Wholesale Colored Stretch Wrap Manufacturer and OEM Colored Stretch Wrap Company, and has built a complete warehousing and logistics equipment supply chain covering four core systems. In the field of handling equipment, we offer a full range of manual and electric pallet trucks and stackers. Our storage container line includes plastic pallets, plastic totes, crates, and bulk containers to meet diverse logistics needs. while the packaging material series provides supporting products such as stretch wrap and packing strapping. The warehousing racks series encompasses light-duty, medium-duty, and heavy-duty products of various specifications. Adhering to quality as our core value, we rely on a mature supply chain system and strict quality inspection processes to ensure that every product complies with international standards. We are committed to delivering cost-effective product solutions for industries including manufacturing, e-commerce logistics, warehousing and distribution, as well as supermarket retail.
Upholding the philosophy of "Quality First, Win-Win Cooperation", we actively expand our global market presence and are willing to join hands with partners around the world to jointly promote the intelligent and efficient development of the logistics industry.
Bingo Machinery, a trusted global supplier of smart warehouse handling equipment, officially rolls out the brand-new CDDA20 2-ton pedestrian electric stacker. This walkie stacker is specially designed for medium-height stacking, confined-sp...
Stretch wrap is primarily used to unitize palletized loads for shipping and storage, protect goods from dust, moisture, and handling damage, and bundle irregular or multiple items together into a single stable unit. This versatility is wh...
Bingo Machinery, a trusted global supplier of smart warehouse handling equipment, officially launches the brand-new CQDA20E 2-ton stand-on electric reach stacker. This high-performance reach truck is specially engineered for high-lift sto...
Everything You Need to Know About Colored Stretch Wrap
Colored stretch wrap is primarily used in packaging and shipping for load identification, inventory management, theft deterrence, and contamination prevention. Unlike standard clear stretch film, colored variants allow warehouse operators, logistics teams, and retailers to instantly distinguish between shipments by category, destination, handling priority, or product type — all without labeling changes or additional marking systems. The most widely used colors include black (for UV protection and confidential shipments), red (for urgent or hazardous loads), blue (for cold-chain or frozen goods), green (for recyclable or organic products), and yellow (for quarantine or quality-hold items). This simple yet highly effective color-coding approach reduces sorting errors, speeds up receiving operations, and adds a meaningful layer of tamper evidence to outbound pallets.
Core Functions of Colored Stretch Wrap in Modern Logistics
The functional advantages of colored pallet wrap extend well beyond aesthetics. In high-throughput distribution centers where thousands of pallets move daily, visual identification systems become a critical operational tool. Here are the primary use cases driving adoption:
Load Identification and Color-Coded Logistics Systems
Large-scale distribution operations assign specific stretch wrap colors to different routes, clients, or product categories. For example, a food distribution hub might wrap ambient goods in clear film, refrigerated items in blue stretch wrap, and frozen products in white. This allows dock workers to sort inbound deliveries in seconds without scanning barcodes. Studies from European logistics operations indicate that color-coded pallet wrapping systems reduce mis-sorting errors by up to 35% compared to label-only identification methods, particularly in fast-moving environments.
Theft Deterrence and Tamper Evidence
Black stretch wrap is extensively used when concealing high-value cargo from view during transit. Electronics, luxury goods, and pharmaceutical shipments are frequently wrapped in black or opaque colored film to prevent opportunistic theft during storage or cross-dock operations. Any tampering with the wrap becomes immediately visible as a torn or rewrapped seam that does not match the original pattern, providing a practical first layer of tamper evidence without additional security packaging.
Contamination Control and Quarantine Marking
In pharmaceutical, food manufacturing, and chemical warehousing, yellow or red colored stretch film is applied to loads that are on quality hold, awaiting inspection, or flagged for quarantine. This visual signal prevents unauthorized movement of non-conforming goods without requiring additional tags or barriers. Red is also commonly used to indicate hazardous material shipments requiring special handling, aligning with internationally recognized color conventions for danger and caution.
Color Meanings in Stretch Wrap — Industry Reference Chart
The horizontal bar chart below illustrates the most common colored stretch wrap applications by industry adoption rate. Black film leads due to its widespread use in theft deterrence and UV protection across multiple sectors. Blue and white films are strongly associated with temperature-controlled and food-grade logistics. Red is consistently applied for urgent, hazardous, or priority shipments where immediate visual recognition is essential. Green has grown notably with the rise of sustainability labeling and organic product logistics, where brands seek to signal eco-credentials even at the pallet level. The data reflects aggregated usage surveys from warehousing and third-party logistics providers across North America, Europe, and Asia-Pacific.
Colored Stretch Wrap by Packaging Type and Application
Colored stretch film is manufactured in two primary formats — hand stretch wrap and machine stretch wrap — each suited to different volume and throughput requirements. Understanding which format aligns with your operation directly affects packaging efficiency and film consumption rates.
Color
Primary Application
Format Available
Key Industry
Opacity Level
Black
Theft deterrence, UV protection
Hand & Machine
Electronics, Pharma, Retail
Fully Opaque
Blue
Cold chain, frozen goods ID
Hand & Machine
Food & Beverage, Pharma
Semi-transparent
Red
Priority, hazardous, urgent
Hand & Machine
Chemical, Manufacturing
Semi-transparent
White
Food-grade, clean room
Machine
Food Processing, Dairy
Opaque
Green
Organic, eco product marking
Hand
Agriculture, Retail
Semi-transparent
Yellow
Quarantine, quality hold
Hand
Pharma, Food Safety
Semi-transparent
Table 1: Overview of colored stretch wrap types, their primary applications, available formats, and key industry users.
Growth Trend: Colored Stretch Film Market Demand (2019–2024)
The line chart below tracks the estimated global demand growth for colored stretch wrap film from 2019 through 2024, measured in thousands of metric tons annually. Overall demand has grown steadily, driven by the global expansion of e-commerce fulfillment, increasing adoption of lean warehousing practices, and the rising need for visual differentiation in complex, multi-SKU distribution environments. The black film segment has shown the most consistent growth, underpinned by sustained demand from electronics and pharmaceutical sectors. Blue and green film growth accelerated from 2021 onward, corresponding with the post-pandemic reorganization of cold chains and the surge in sustainability-focused packaging decisions among consumer goods companies. The overall colored stretch film segment is growing at a rate approximately 2.4 percentage points faster than the standard clear stretch film market, reflecting the premium operational value that color-coding delivers to modern supply chains.
Operational Benefits: How Colored Stretch Wrap Improves Warehouse Efficiency
Beyond the visible identification function, colored stretch wrap for pallets delivers quantifiable efficiency improvements in receiving, storage, and dispatch operations. Here is how these benefits manifest across different workflow stages:
Faster Receiving and Sorting at the Dock
When inbound shipments arrive on a busy receiving dock, operators must quickly direct pallets to the correct storage zones — ambient, chilled, frozen, hazmat, or returns. A color-coded stretch film pallet wrapping system allows dock staff to make these routing decisions visually in 1–2 seconds, compared to 8–12 seconds needed to locate and scan a pallet label. In a warehouse handling 500 inbound pallets per shift, this time saving alone can translate to over 45 minutes of recovered labor per shift per dock door.
Inventory Segmentation Without Relabeling
Companies running multiple product lines, client accounts, or regulatory inventory categories — such as FEFO (First Expired First Out) pharmaceutical stock alongside standard warehouse items — benefit from using different colored stretch wrap rolls to segment stock visually. This prevents cross-contamination of stock categories without requiring physical barriers, additional signage, or WMS-driven zone restrictions. It is a particularly practical tool in smaller or mid-size warehouses operating with lean staffing levels.
Seasonal and Promotional Marking
Retail distribution centers frequently use seasonal colored stretch film to mark promotional shipments ahead of peak periods — red and gold for end-of-year promotions, green for spring campaigns. This helps distribution teams prioritize outbound picking for time-sensitive promotional stock without reconfiguring WMS priorities, reducing the risk of promotional goods being held behind standard replenishment stock during peak-period rushes.
Efficiency Gain by Use Case — Clustered Bar Chart
The clustered bar chart below compares the estimated efficiency improvement percentages attributed to colored stretch wrap implementation across five key operational areas, measured before and after adoption in warehouse operations surveyed in 2022 and 2024. Mis-sort error reduction shows the largest impact — consistent with the primary driver of colored film adoption. Receiving speed and dock-to-stock time improvements are closely related and reflect the same visual identification benefit at different points of the inbound flow. The quarantine compliance rate improvement is particularly significant in pharmaceutical and food manufacturing contexts, where non-compliant goods movement can trigger regulatory action. Notably, all five operational metrics showed improvement between 2022 and 2024 survey periods, suggesting that organizations are refining their color-coding protocols over time to extract progressively greater operational benefit from the system.
Technical Specifications: What to Look for in Colored Stretch Film
Not all colored stretch wrap delivers the same performance. When sourcing colored stretch film rolls for industrial packaging applications, the following technical parameters should be evaluated carefully:
Film Thickness (Gauge): Standard hand stretch wrap ranges from 17–23 microns; machine stretch wrap typically runs 15–25 microns. Thicker films offer better puncture resistance for sharp-edged loads. Colored pigments can slightly affect tensile properties, so verify manufacturer load ratings.
Pre-stretch Ratio: High pre-stretch films (150–250%) deliver more coverage per roll and reduce per-pallet film consumption. For colored wrap used in high-volume machine wrapping operations, pre-stretch ratio directly impacts material cost efficiency.
Cling Performance: Colored stretch film must maintain equivalent cling properties to clear film. Single-sided cling designs reduce contamination risk when wrapping food or pharmaceutical pallets, as only the outer surface contacts the wrapped goods.
UV Resistance: Black stretch wrap provides inherent UV protection for light-sensitive products. For other colors, UV-stabilizer additives are available as a manufacturing option and should be specified for outdoor storage applications.
Recyclability: LLDPE (Linear Low-Density Polyethylene) is the base resin for most stretch films. Colored LLDPE films can be recycled through industrial film take-back programs, though mixed-color collections may be directed to lower-grade recycling streams than clear film. Opt for films certified under recognized recycling schemes where end-of-life sustainability is a procurement criterion.
Parameter
Hand Stretch Wrap
Machine Stretch Wrap
Ideal Range
Thickness (microns)
17–23 μm
15–25 μm
20 μm (standard loads)
Pre-stretch Ratio
100–150%
150–300%
200%+ (machine)
Roll Width
100–500mm
500–750mm
500mm (pallet wrap)
Elongation at Break
400–500%
300–450%
>400%
Core Size
38mm (1.5")
76mm (3")
Match to equipment
Table 2: Key technical parameters for hand and machine colored stretch wrap film, with recommended ranges for general pallet wrapping operations.
Performance Radar: Colored Stretch Wrap vs. Clear Stretch Wrap
The radar chart below provides a side-by-side comparison of colored stretch wrap and standard clear stretch wrap across six performance dimensions: Load Security, Visual Identification, Theft Deterrence, UV Protection, Recyclability, and Per-Unit Cost Efficiency. Clear stretch wrap retains a notable advantage in recyclability, as single-polymer clear LLDPE films are the most widely accepted format in industrial film recycling streams. Colored film scores significantly higher on visual identification and theft deterrence — its primary functional advantages. Load security is broadly comparable between the two formats, as both rely on equivalent LLDPE resin and tensile properties when film thickness and pre-stretch ratio are matched. The radar chart makes clear that the decision between clear and colored stretch film is not a quality trade-off but an application-fit decision based on the operational priorities of the specific packaging or logistics environment.
Sector-Specific Use Cases: Where Colored Stretch Film Makes the Biggest Difference
Different sectors implement colored pallet wrap film in ways tailored to the specific hazards, workflows, and regulatory expectations of their supply chains. Below are the most impactful sector applications:
Food and Beverage Distribution
Food distributors managing ambient, chilled, and frozen product streams in the same facility use a three-color stretch wrap system as standard. White or clear film identifies ambient stock; blue identifies refrigerated goods at 2–8°C; and a distinct dark color (often black or purple) marks frozen items at -18°C or below. This system eliminates temperature-zone misrouting — a particularly costly error when refrigerated goods are held at ambient temperatures for extended periods. The EU Food Safety Regulation also supports color-coding as a supplementary identification tool in HACCP (Hazard Analysis Critical Control Points) plans.
Pharmaceutical and Healthcare Logistics
GDP (Good Distribution Practice) guidelines in pharmaceutical logistics require robust segregation of approved stock, quarantine stock, and returned goods. Yellow stretch wrap for quarantine and red stretch wrap for rejected/returned stock are widely used protocols that complement WMS-based inventory segregation. These color codes are recognized across third-party logistics (3PL) providers operating in the pharmaceutical sector, reducing the risk of errors when goods are handled by multiple parties across an international supply chain.
Manufacturing and Automotive Parts Logistics
Just-in-time manufacturing operations require precise delivery sequencing. Colored stretch film for industrial packaging enables production line supervisors to identify inbound parts by line assignment, shift, or assembly sequence from a distance on the production dock — without waiting for label confirmation. This is especially valuable in large Tier 1 automotive component plants where hundreds of part variants arrive daily and visual error-proofing (poka-yoke) is a core quality management principle.
Colored Stretch Wrap Adoption by Region — Stacked Visualization
The stacked area chart below illustrates the relative adoption rates of colored stretch film across four major global regions between 2020 and 2024. Europe leads consistently, driven by stringent regulatory requirements in pharmaceutical and food logistics, as well as mature lean warehousing practices in Germany, France, and the Netherlands. North America shows strong and accelerating growth, particularly in e-commerce fulfillment and pharmaceutical 3PL operations. The Asia-Pacific region demonstrates the fastest growth trajectory from a lower base, reflecting the rapid modernization of logistics infrastructure in manufacturing economies such as China, Vietnam, and India. The rest-of-world segment, while smaller, is growing steadily as global supply chain standardization increases the adoption of internationally recognized color-coding practices across emerging market logistics networks.
About Yancheng Bingo Machinery Equipment Co., Ltd.
Yancheng Bingo Machinery Equipment Co., Ltd. is an enterprise specializing in the production, sales, and service of warehousing and logistics equipment. Focusing on the equipment needs of various warehousing and logistics scenarios, Bingo provides global customers with one-stop, integrated solutions for material storage and handling.
Bingo has built a complete warehousing and logistics equipment supply chain covering four core systems. In the field of handling equipment, we offer a full range of manual and electric pallet trucks and stackers. Our storage container line includes plastic pallets, plastic totes, crates, and bulk containers to meet diverse logistics needs, while the packaging material series provides supporting products such as stretch wrap and packing strapping. The warehousing racks series encompasses light-duty, medium-duty, and heavy-duty products of various specifications.
Adhering to quality as our core value, we rely on a mature supply chain system and strict quality inspection processes to ensure that every product complies with international standards. We are committed to delivering cost-effective product solutions for industries including manufacturing, e-commerce logistics, warehousing and distribution, as well as supermarket retail. Upholding the philosophy of "Quality First, Win-Win Cooperation", Bingo actively expands its global market presence and joins hands with partners worldwide to promote the intelligent and efficient development of the logistics industry.
Smooth Logistics · Smart Storage
Frequently Asked Questions
Q1: What is colored stretch wrap used for in packaging and shipping?
A1: Colored stretch wrap is used primarily for load identification, inventory segmentation, theft deterrence, tamper evidence, and quarantine marking. Different colors signal different handling instructions or destination zones to dock workers, reducing sorting errors and improving throughput.
Q2: Is colored stretch film as strong as clear stretch film?
A2: When manufactured to equivalent thickness and pre-stretch specifications, colored stretch film delivers comparable load security to clear film. The LLDPE base resin and tensile properties are the same; color pigments are added in small concentrations that do not significantly affect mechanical performance.
Q3: Can colored stretch wrap be recycled?
A3: Colored stretch wrap made from LLDPE can be recycled through industrial film take-back programs. However, mixed-color film collections may be directed to lower-grade recycling streams compared to clean clear film. Organizations with strong sustainability goals should verify the recycling pathway available in their region before adopting colored film at scale.
Q4: What color stretch wrap is best for protecting against UV damage?
A4: Black stretch wrap provides the highest UV protection due to the carbon black pigment, which effectively blocks UV radiation. It is the preferred choice for outdoor storage or for products that are light-sensitive, such as certain polymers, agricultural inputs, or food products that may degrade with UV exposure.
Q5: Can I use colored stretch wrap with automated pallet wrapping machines?
A5: Yes. Machine-grade colored stretch wrap is available in standard roll formats compatible with most turntable, rotary arm, and orbital pallet wrapping machines. Verify that the roll core size (typically 76mm/3") and roll diameter match your machine specifications before ordering.
Q6: How many wraps of colored stretch film are needed to secure a standard pallet?
A6: A standard pallet typically requires 3–5 overlapping wraps at each height level, with particular attention to the base and top layers. The total film consumption depends on pallet height, load weight, and pre-stretch ratio. Following the machinery manufacturer's wrap program recommendations and load containment force standards (such as EUMOS 40509) will yield the optimal result.
 en
en  Español
Español